from
Computer 3D Models
Modern 3D
Computer Aided Design programs allow the user to
write out 3D models as triangle faceted files which are interpreted by
"Rapid Prototype" machines to produce actual solid parts in a matter of
hours. The first rapid prototype technology, stereo lithography,
uses a pair of lasers that focus their beams through a translucent gel
which then hardens where the beams intersect. As a result, the files
used by all rapid prototype methods have an .stl extension.
As part of an HO scale model locomotive project, a component part has been "rapid ptotoyped" using some of the highest resolution technologies available. HO scale modelers are notorious for demanding the highest level of dimensional accuracy and prototype fidelity. The current project is a small industrial locomotive which was produced by the Fate Root Heath company of Plymouth, Ohio, USA and marketed as the Plymouth Model HL-2 in both 18 and 20 ton forms during 1920's and 1930's. No model of this locomotive has ever been available in HO scale. The part in question is the top portion of the sand dome which, in the model, serves to cover the screw which attaches the shell to the drive train. To see the application, click on the link at the bottom of the page. Here is a link to a ".vrml" version of the 3D part, for which you will need a browser plug-in:

VRML
And here is a picture of the sand dome of a real Plymouth HL locomotive:

Following are brief discussions of each of the methods used, the cost of each and side-by-side comparisons of the rapid prototype parts to screen shots from the 3d modeling program, in this case SolidWorks. It should be kept in mind that this part is just under 1/4" (6.35 mm) in diameter at its outer ring. The ball on top is .0172" in diameter. I apologize for the poor quality photos, which were done using a digital camera and a stereo microscope. I did try to match the part and background colors as well as I could. Click on each thumbnail below to see the larger version.
3D Wax Jet Printing
This machine features an X-Y carriage carrying a nozzle which "prints" a layer of heated low-melt polymer which represents one slice of the solid model. After the layer is finished, a long hob cutter shaves the layer to a very accurate thickness and the Z axis stage indexes downward by that same amount and the process repeats. Layers as thin as .002" are said to be possible. This method is popular in the jewelry industry for investment casting ("lost wax method") prototypes and on-off pieces as the material can be used directly for making molds. This material is extremely fragile and may not even be suitable for making RTV molds. This part cost US$60.
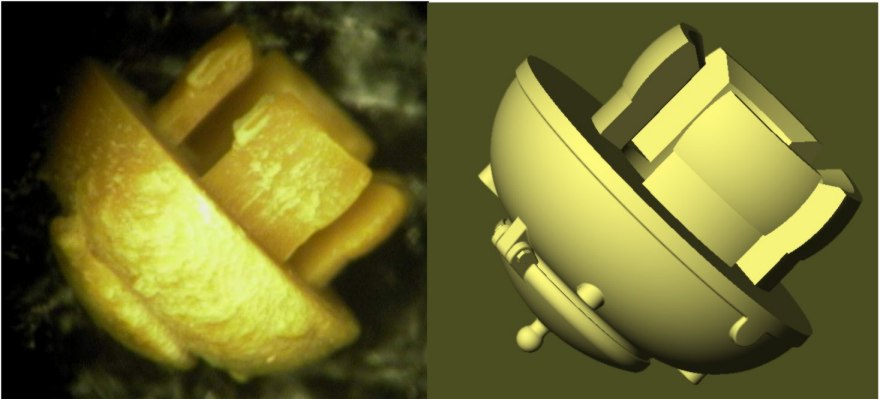
The first picture shows a side view. To the left is the hatch where traction sand is added to the locomotive's sand dome. To the right are features to allow this part to press into the shell's sand dome and cover a screw. Note that neither the decorative ball handle (.0172"/.43 mm diameter) on top of the cover nor the hex head (.0086"/.22 mm across flats) of the pivot bolt were reproduced.

Fused Deposition
Here is the latest sample, which would have cost US$50. I think the results are self-explanatory.



Envisiontec "Perfactory"
This new technology uses DLP, digital light processing, to harden light sensitive polymer from the bottom up. The part may need vertical supports to hold it steady during the process, but the supports are made from the same material. Resolution is expressed in terms similar to computer monitors, "pixels" and "XVGA". There are apparently extra lenses available to increase resolution while giving up envelope size. The machine retails for US$59,000. Here is a link to the company's web site:
http://www.envisiontec.de/02hperfa.htm
This part cost US$20. They actually made about six or eight parts for that, I think since that many would fit in one layer. Here is a link to M2 Systems, the service bureau that made the part (I have no connection):
http://www.m2-systems.com/
There is a slight amount of stair stepping visible, but I'm hoping that a dip or two in Future will fill those in. The ball measures .011" and the outer ring measures .244"/.251", so pretty round and just about the right nominal size. The material is soft and a bit difficult to file smoothly, but there are other materials available for this machine.
This first shot shows how well the cast bosses were reproduced.



Conclusion
The Perfactory system may finally be the technology we have been waiting for for HO scale model railroad casting masters. As this technology develops, maybe even N scale (160:1) masters with sufficient detail may be possible.
 The HO Scale Plymouth HL-2 Model Page
The HO Scale Plymouth HL-2 Model Page
 Plymouth HL-2 #2169 Page
Plymouth HL-2 #2169 Page
As part of an HO scale model locomotive project, a component part has been "rapid ptotoyped" using some of the highest resolution technologies available. HO scale modelers are notorious for demanding the highest level of dimensional accuracy and prototype fidelity. The current project is a small industrial locomotive which was produced by the Fate Root Heath company of Plymouth, Ohio, USA and marketed as the Plymouth Model HL-2 in both 18 and 20 ton forms during 1920's and 1930's. No model of this locomotive has ever been available in HO scale. The part in question is the top portion of the sand dome which, in the model, serves to cover the screw which attaches the shell to the drive train. To see the application, click on the link at the bottom of the page. Here is a link to a ".vrml" version of the 3D part, for which you will need a browser plug-in:
VRML
And here is a picture of the sand dome of a real Plymouth HL locomotive:

Following are brief discussions of each of the methods used, the cost of each and side-by-side comparisons of the rapid prototype parts to screen shots from the 3d modeling program, in this case SolidWorks. It should be kept in mind that this part is just under 1/4" (6.35 mm) in diameter at its outer ring. The ball on top is .0172" in diameter. I apologize for the poor quality photos, which were done using a digital camera and a stereo microscope. I did try to match the part and background colors as well as I could. Click on each thumbnail below to see the larger version.
3D Wax Jet Printing
This machine features an X-Y carriage carrying a nozzle which "prints" a layer of heated low-melt polymer which represents one slice of the solid model. After the layer is finished, a long hob cutter shaves the layer to a very accurate thickness and the Z axis stage indexes downward by that same amount and the process repeats. Layers as thin as .002" are said to be possible. This method is popular in the jewelry industry for investment casting ("lost wax method") prototypes and on-off pieces as the material can be used directly for making molds. This material is extremely fragile and may not even be suitable for making RTV molds. This part cost US$60.
The first picture shows a side view. To the left is the hatch where traction sand is added to the locomotive's sand dome. To the right are features to allow this part to press into the shell's sand dome and cover a screw. Note that neither the decorative ball handle (.0172"/.43 mm diameter) on top of the cover nor the hex head (.0086"/.22 mm across flats) of the pivot bolt were reproduced.

This next
picture shows a straight side view and the rounding which occurred in
the prototype part as well as the roughness of the surfaces.

The final shot shows the bottom side and the press-in "fingers", with a few added remnants added.

"Acrylic"
This was an alternate method suggested by the service bureau that produced the above part and I don't know the details of this technology. It looks like stereo lithography, but I'm not sure. This part cost US$50.
This first shot shows the severe amount of "flash" left on the bottom of the "fingers". This would require quite a bit of clean-up before it could be used. It can also be seen how much of the outer ring was distorted. This part would not fit flat into the shell. The decorative hatch handle ball was quite well reproduced, but again there is no sign of the hex bolt head.

This shot shows the lost detail around the outer ring and again the severe flash.

This final shot shows how bowed the bottom surface of the dome itself is. This surface is meant to fit flat against the top of the sand dome of the shell.

The final shot shows the bottom side and the press-in "fingers", with a few added remnants added.

"Acrylic"
This was an alternate method suggested by the service bureau that produced the above part and I don't know the details of this technology. It looks like stereo lithography, but I'm not sure. This part cost US$50.
This first shot shows the severe amount of "flash" left on the bottom of the "fingers". This would require quite a bit of clean-up before it could be used. It can also be seen how much of the outer ring was distorted. This part would not fit flat into the shell. The decorative hatch handle ball was quite well reproduced, but again there is no sign of the hex bolt head.

This shot shows the lost detail around the outer ring and again the severe flash.

This final shot shows how bowed the bottom surface of the dome itself is. This surface is meant to fit flat against the top of the sand dome of the shell.

Fused Deposition
Here is the latest sample, which would have cost US$50. I think the results are self-explanatory.



Envisiontec "Perfactory"
This new technology uses DLP, digital light processing, to harden light sensitive polymer from the bottom up. The part may need vertical supports to hold it steady during the process, but the supports are made from the same material. Resolution is expressed in terms similar to computer monitors, "pixels" and "XVGA". There are apparently extra lenses available to increase resolution while giving up envelope size. The machine retails for US$59,000. Here is a link to the company's web site:
http://www.envisiontec.de/02hperfa.htm
This part cost US$20. They actually made about six or eight parts for that, I think since that many would fit in one layer. Here is a link to M2 Systems, the service bureau that made the part (I have no connection):
http://www.m2-systems.com/
There is a slight amount of stair stepping visible, but I'm hoping that a dip or two in Future will fill those in. The ball measures .011" and the outer ring measures .244"/.251", so pretty round and just about the right nominal size. The material is soft and a bit difficult to file smoothly, but there are other materials available for this machine.
This first shot shows how well the cast bosses were reproduced.

This one shows some extra material around
the "fingers" at the bottom and a slight amount of "flash" around the bottom
of the ring. I guess I got lucky here, since the fingers don't show
when the model is assembled.

This shot shows just how well even the hex
head of the pivot bolt came out.

Conclusion
The Perfactory system may finally be the technology we have been waiting for for HO scale model railroad casting masters. As this technology develops, maybe even N scale (160:1) masters with sufficient detail may be possible.
The HO Scale Plymouth HL-2 Model Page
Plymouth HL-2 #2169 Page